Keuze uit zaagbladen voor het zagen van aluminium
Keuze uit zaagbladen voor het zagen van aluminium
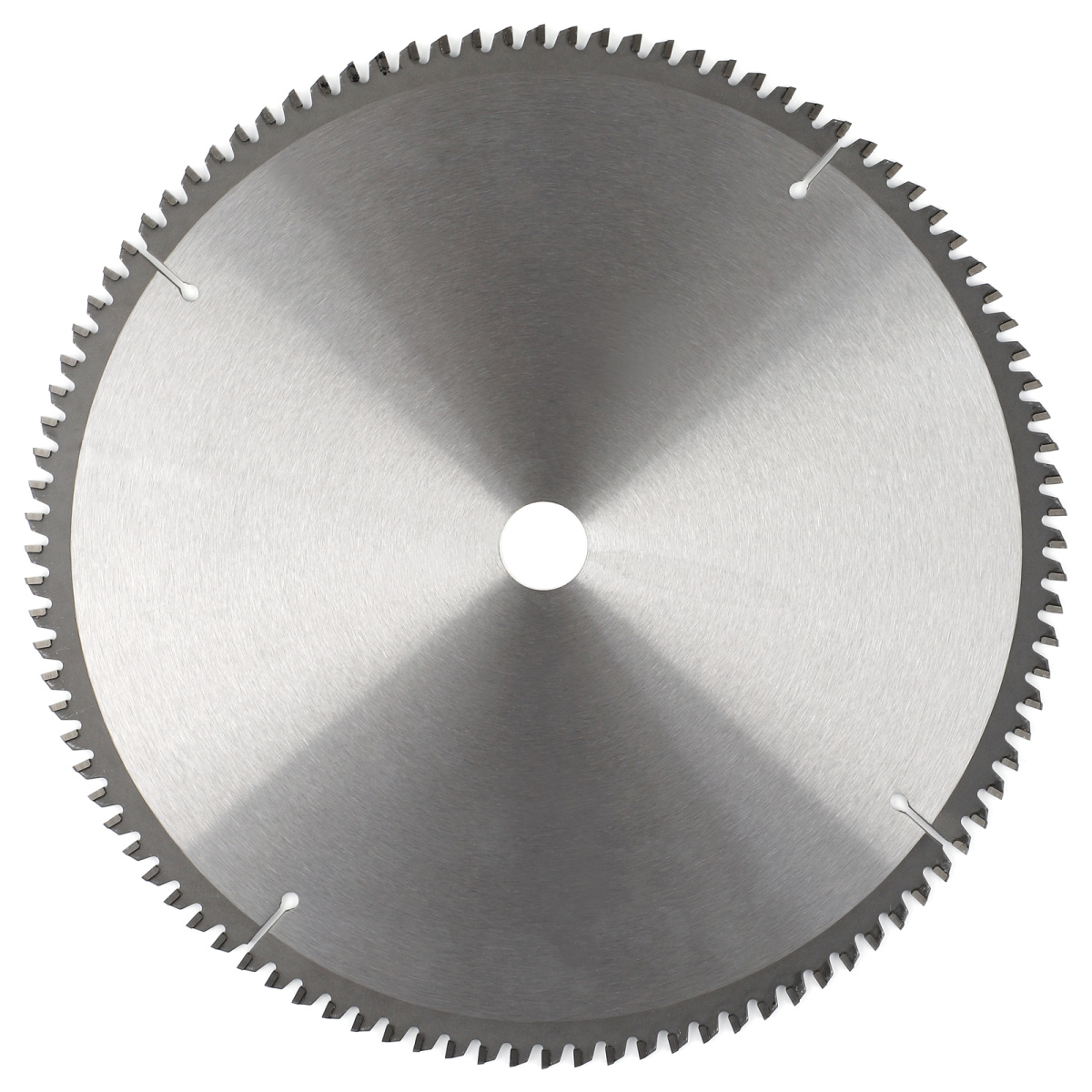
Aluminium snijden zaagbladen zijn de meest gebruikte snijgereedschappen voor de verwerking van aluminium. De kwaliteit van hardmetalen zaagbladen hangt nauw samen met de kwaliteit van de verwerkte producten. De juiste en redelijke keuze van hardmetalen zaagbladen is van groot belang voor het verbeteren van de productkwaliteit, verwerkingscycli verkorten, en het verlagen van de verwerkingskosten. Hardmetalen zaagbladen omvatten meerdere parameters, zoals het type legeringssnijkop, materiaal van de matrix, diameter, aantal tanden, dikte, tand vorm, hoek, opening, enz. Deze parameters bepalen de verwerkingscapaciteit en het zaagvermogen van het zaagblad. Bij het selecteren van een zaagblad, het zaagblad moet worden geselecteerd op basis van het type, dikte, zaagsnelheid, richting zagen, voedingssnelheid, en zaagpadbreedte van het te zagen materiaal.
(1) Selectie van hardmetaalsoorten
Veelgebruikte soorten gecementeerd carbide zijn wolfraam-kobalt (code YG) en wolfraam-titanium (code YT). Omdat wolfraam-kobaltcarbide een betere slagvastheid heeft, het wordt op grotere schaal gebruikt in de houtverwerkende industrie. Veelgebruikte modellen in de houtverwerking zijn YG8-YG15. Het getal achter YG geeft het percentage kobaltgehalte aan. Naarmate het kobaltgehalte toeneemt, de slagvastheid en buigsterkte van de legering nemen toe, maar de hardheid en slijtvastheid nemen af. Het is noodzakelijk om te kiezen op basis van de werkelijke situatie.
(2) Selectie van matrix
1.65Mn-verenstaal heeft een goede elasticiteit en plasticiteit, economisch materiaal, goede hardbaarheid door warmtebehandeling, lage verwarmingstemperatuur en gemakkelijke vervorming, zodat het kan worden gebruikt voor zaagbladen met lage zaageisen.
- Koolstofgereedschapsstaal bevat een hoog koolstofgehalte en heeft een hoge thermische geleidbaarheid, maar de hardheid en slijtvastheid nemen scherp af bij blootstelling aan temperaturen van 200°C-250°C. Het lijdt aan grote vervorming door warmtebehandeling, slechte hardbaarheid, en lange tempertijd en is gevoelig voor scheuren. Maak economische materialen voor snijgereedschappen zoals T8A, T10A, T12A, enz.
- Vergeleken met koolstof gereedschapsstaal, gelegeerd gereedschapsstaal heeft een goede hittebestendigheid, slijtvastheid en betere verwerkingsprestaties. De hittebestendige vervormingstemperatuur bedraagt 300℃-400℃, die geschikt is voor de productie van cirkelzaagbladen van hoogwaardige legeringen.
- Snel gereedschapsstaal heeft een goede hardbaarheid, sterke hardheid en stijfheid, en weinig hittebestendige vervorming. Het is een ultrasterk staal met stabiele thermoplasticiteit en geschikt voor de productie van hoogwaardige ultradunne zaagbladen.
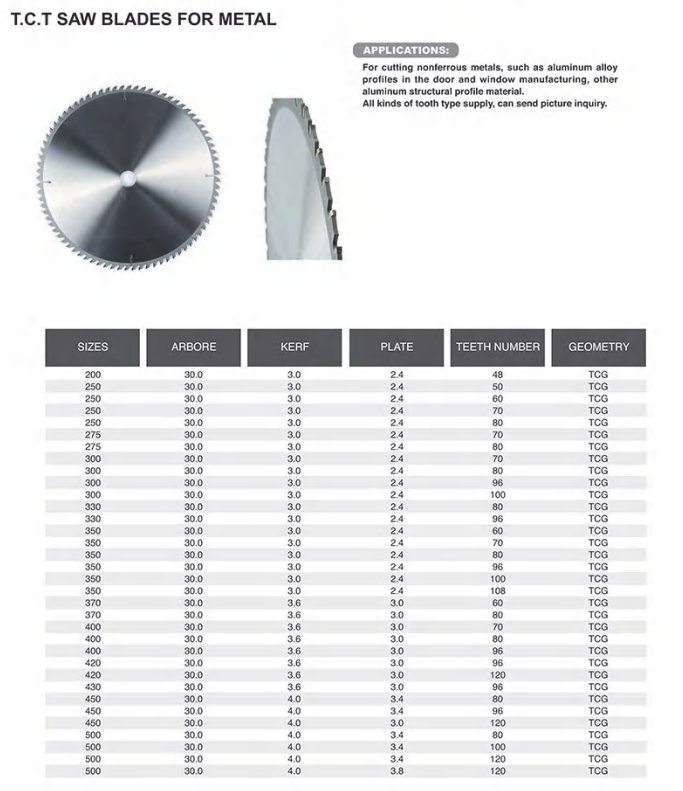
(3) Selectie van diameter
De diameter van het zaagblad hangt samen met de gebruikte zaagapparatuur en de dikte van het te zagen werkstuk. De diameter van het zaagblad is klein, en de snijsnelheid is relatief laag; de diameter van het zaagblad is hoog, en de eisen aan het zaagblad en de zaaguitrusting zijn hoog, en de zaagefficiëntie is ook hoog. De buitendiameter van het zaagblad moet worden gekozen op basis van verschillende modellen cirkelzaagmachines. Gebruik een zaagblad met een constante diameter. De diameters van standaardonderdelen zijn: 110MM (4 inch), 150MM (6 inch), 180MM (7 inch), 200MM (8 inch), 230MM (9 inch), 250MM (10 inch), 300MM (12 inch), 350MM ( 14 inch), 400MM (16 inch), 450MM (18 inch), 500MM (20 inch), enz.
(4) Selectie van het aantal tanden
Het aantal tanden van de zaagtanden. Over het algemeen gesproken, hoe meer tanden er zijn, hoe meer snijkanten per tijdseenheid kunnen worden gesneden en hoe beter de snijprestaties. Echter, meer snijtanden vereisen meer hardmetaal, en de prijs van het zaagblad zal hoger zijn, maar de zaagtanden zijn te dicht. , de spaancapaciteit tussen de tanden wordt kleiner, waardoor het zaagblad gemakkelijk kan opwarmen; in aanvulling, er zijn te veel zaagtanden, en wanneer de voedingssnelheid niet goed is afgestemd, de hoeveelheid snede per tand zal zeer klein zijn, waardoor de wrijving tussen de snijkant en het werkstuk toeneemt, die de levensduur van het mes beïnvloeden. . Meestal is de tandafstand 15-25 mm, en er moet een redelijk aantal tanden worden gekozen afhankelijk van het materiaal dat wordt gezaagd. (5) Dikte selectie: Theoretisch, we willen dat het zaagblad zo dun mogelijk is. De zaagsnede is eigenlijk een soort consumptie. Het materiaal van de basis van het gelegeerde zaagblad en het productieproces van het zaagblad bepalen de dikte van het zaagblad. Als de dikte te dun is, het zaagblad zal tijdens het gebruik gemakkelijk trillen, die het snijeffect beïnvloeden. Bij het kiezen van de dikte van het zaagblad, u moet rekening houden met de stabiliteit van het zaagblad en het materiaal dat u zaagt. Sommige materialen voor speciale doeleinden vereisen ook specifieke diktes en moeten worden gebruikt in overeenstemming met de apparatuurvereisten.
(6) Selectie van tandvormen. Veelgebruikte tandvormen zijn de linker- en rechtertanden (afwisselende tanden), platte tanden, trapeziumvormige tanden (hoge en lage tanden), omgekeerde trapeziumvormige tanden (omgekeerde conische tanden), en de zeldzame driehoekige tanden van industriële kwaliteit. Links en rechts, links en rechts, linker en rechter platte tanden, enz. - Ladder en platte tanden worden het meest gebruikt en het snijden gaat relatief soepel. Het is geschikt voor het zagen en dwarszagen van verschillende zachte en harde industriële aluminiumprofielen en radiatoren van aluminiumlegeringen.
- De zaagrand met platte tanden is ruw en de zaagsnelheid is laag, dus het is het gemakkelijkst te malen. Het wordt voornamelijk gebruikt voor groefzagen tegen lage kosten. Het wordt meestal gebruikt voor aluminium zaagbladen met kleinere diameters om de hechting tijdens het zagen te verminderen. Het wordt gebruikt voor het groeven van zaagbladen om de bodem van de groef vlak te houden.
- Trapeziumvormige tanden zijn een combinatie van trapeziumvormige tanden en platte tanden, en slijpen is ingewikkelder. Om verkleving te voorkomen, Bij aluminium zaagbladen worden vaak trapeziumvormige zaagbladen met een groter aantal tanden gebruikt.
- De linker- en rechtertanden worden het meest gebruikt voor het zagen van aluminium staven en aluminium platen, en de zaagsnelheid is snel.
Samenvattend, bij het zagen van aluminium platen en aluminium staven, je moet de linker- en rechtertanden kiezen, die het houtvezelweefsel scherp kan afsnijden en de snede glad kan maken; om een gladde groefbodem te behouden, gebruik platte tanden of linker en rechter combinatietanden; industriële aluminium profielen kiezen over het algemeen voor trapeziumvormige tanden.
(7) Selectie van zaagtandhoek
De hoekparameters van het zaagtandgedeelte zijn relatief complex en het meest professioneel, en de juiste selectie van de hoekparameters van het zaagblad is de sleutel tot het bepalen van de zaagkwaliteit. De belangrijkste hoekparameters zijn de hellingshoek, rughoek en wighoek.
De spaanhoek heeft vooral invloed op de kracht die wordt verbruikt bij het zagen van houtsnippers. Hoe groter de hellingshoek, hoe beter de zaagscherpte van de zaagtanden, hoe lichter het zagen, en hoe gemakkelijker het is om het materiaal te duwen. Over het algemeen, wanneer het te verwerken materiaal zacht is, kies een grotere hellingshoek, kies anders een kleinere hellingshoek.
De hoek van de zaagtanden is de stand van de zaagtanden bij het zagen. De hoek van de zaagtanden beïnvloedt de zaagprestaties. De factoren die de grootste invloed hebben op het snijden zijn de spaanhoek γ, vrijloophoek α, en wighoek β. De spaanhoek γ is de zaaghoek van de zaagtanden. Hoe groter de hellingshoek, hoe sneller het snijden. De hellingshoek ligt doorgaans tussen 10-15°C. De ontlastingshoek is de hoek tussen de zaagtanden en het bewerkte oppervlak. Zijn functie is om wrijving tussen de zaagtanden en het bewerkte oppervlak te voorkomen. Hoe groter de ontlastingshoek, hoe kleiner de wrijving en hoe gladder het verwerkte product. De vrijloophoek van hardmetalen zaagbladen bedraagt doorgaans 15°C. De wighoek wordt afgeleid van de hellingshoek en de rughoek. Echter, de wighoek mag niet te klein zijn. Het speelt een rol bij het behouden van de kracht, warmteafvoer en duurzaamheid van de tand. De som van de hellingshoek γ, ontlastingshoek α, en wighoek β is gelijk aan 90°C.
(8) Selectie van diafragma
Het diafragma is een relatief eenvoudige parameter, die voornamelijk wordt geselecteerd op basis van de vereisten van de apparatuur. Echter, om de stabiliteit van het zaagblad te behouden, het is het beste om apparatuur te gebruiken met een grotere opening voor zaagbladen groter dan 250 mm. De openingen van in eigen land ontworpen standaardonderdelen zijn meestal gaten van 20 mm met een diameter van 120 mm en minder, 25.4MM-gaten met diameters van 120-230MM, en gaten van 30 mm met een diameter erboven 250. Sommige geïmporteerde apparatuur heeft ook gaten van 15,875 mm. De mechanische opening van zagen met meerdere bladen is relatief complex. De meeste zijn uitgerust met spiebanen om de stabiliteit te garanderen. Ongeacht de grootte van het gat, het kan worden aangepast via een draaibank of draadsnijmachine. De draaibank kan ringen in het grote gat draaien, en de draadsnijmachine kan het gat uitbreiden om aan de eisen van de apparatuur te voldoen.
Een reeks parameters, zoals het type legeringssnijkop, het materiaal van het basislichaam, diameter, aantal tanden, dikte, tand vorm, hoek, opening, enz. worden gecombineerd om het volledige hardmetalen zaagblad te vormen. Het moet redelijkerwijs worden geselecteerd en op elkaar afgestemd om de voordelen ervan beter te kunnen benutten.