Procédures d'étalonnage interne pour les micromètres extérieurs
Procédures d'étalonnage interne pour les micromètres extérieurs
La largeur du trait gravé vertical sur le manchon fixe et du trait gravé sur le cylindre différentiel est (0.08~0,20)mm, et la différence de largeur de ligne gravée ne doit pas être supérieure à 0,03 mm..
- La distance entre le bord d'extrémité de la surface conique du cylindre différentiel et la surface gravée du manchon fixe
La distance entre le bord d'extrémité de la surface conique du cylindre différentiel et la surface gravée du manchon fixe ne doit pas être supérieure à 0,4 mm.. - La position relative de la face d'extrémité de la surface conique du cylindre différentiel et le repère millimétrique sur le manchon fixe
Lorsque la ligne d'échelle zéro du tube micronique est alignée avec la ligne d'échelle verticale du manchon fixe, la face d'extrémité de la surface conique du tube micronique doit être tangente au bord droit de la ligne d'échelle millimétrique du manchon fixe. S'il n'y a pas de tangence, la pression de ligne admissible ne doit pas être supérieure à 0,05 mm, et le hors ligne ne doit pas être supérieur à 0,1 mm. - Rugosité de la surface de travail
La rugosité de la surface de travail du micromètre de diamètre extérieur et de la tige d'étalonnage ne doit pas être supérieure à Ra0,05 μm. - Planéité du plan de travail
La planéité de la surface de travail ne doit pas être supérieure à 0,6 μm. - Parallélisme de deux surfaces de travail
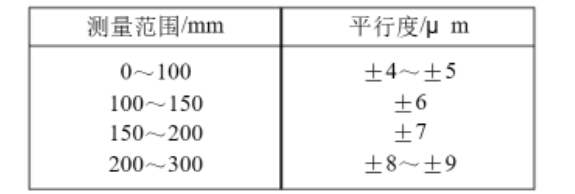
Le parallélisme des deux surfaces de travail doit être compris dans la plage spécifiée dans le tableau 2.
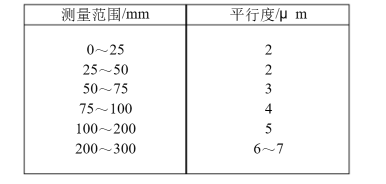
6、 L'erreur d'indication du micromètre de diamètre extérieur doit être dans la plage spécifiée dans le tableau 3