切割铝材时锯片的选择
切割铝材时锯片的选择
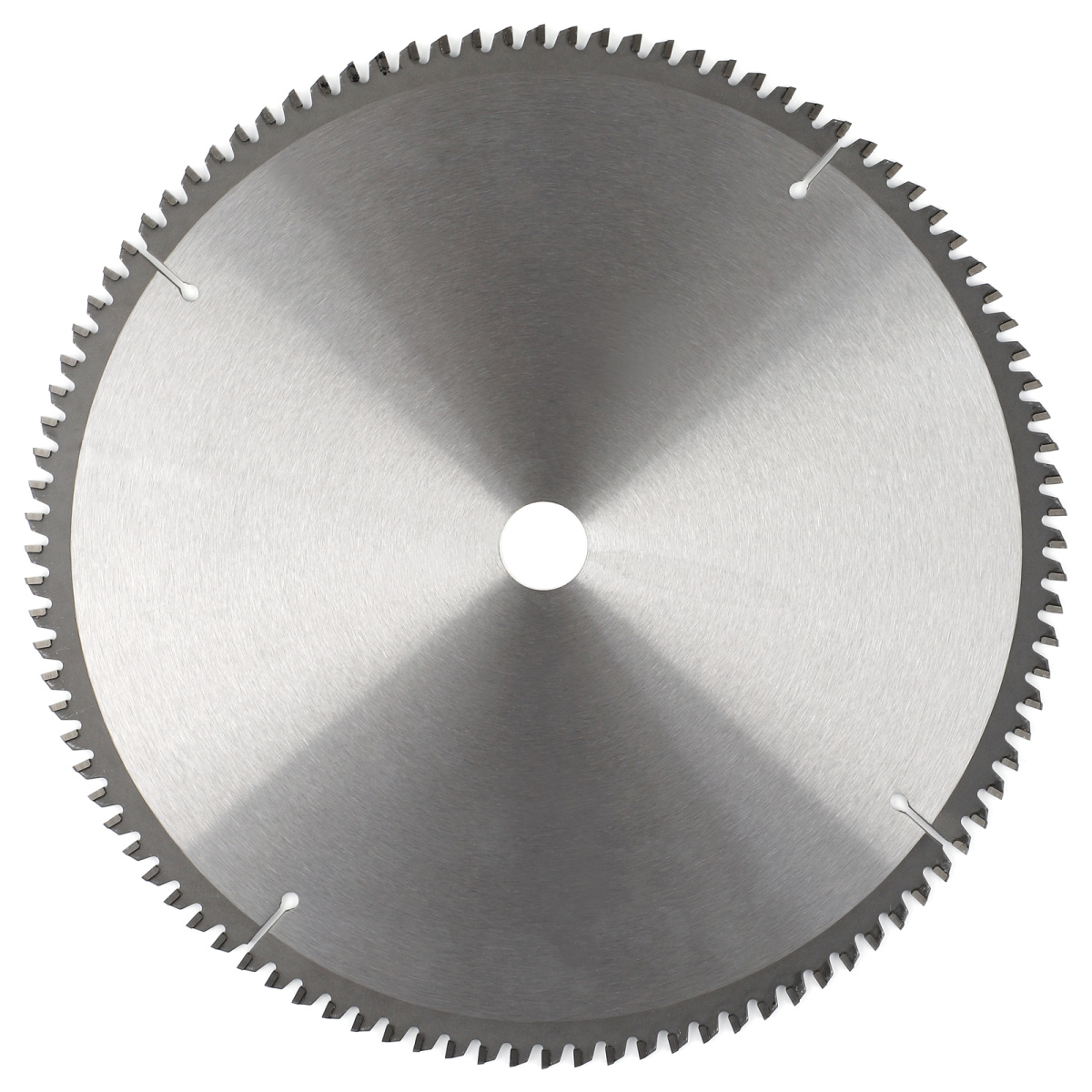
铝切割 看到刀片 是铝处理的最常用的切割工具. 硬质合金锯片的质量与加工产品的质量密切相关. 正确合理地选用硬质合金锯片对于提高产品质量具有重要意义, 缩短处理周期, 并降低处理成本. 碳化物锯叶片包括多个参数,例如合金切割机的类型, 基质的材料, 直径, 牙齿数量, 厚度, 牙齿形状, 角度, 光圈, ETC. 这些参数决定了锯刀的处理能力和切割性能. 选择锯刀时, 应根据类型选择锯刀片, 厚度, 锯速, 锯方向, 进食速度, 和锯切材料的锯道路径宽度.
(1) 选择碳化物类型
常用类型的水泥碳化物是钨豆 (代码yg) 和tungsten-titanium (代码yt). 因为钨碳酸盐具有更好的影响抗性, 它在木材加工行业中更广泛地使用. 木材加工中的常用模型是YG8-YG15. YG之后的数字表示钴含量的百分比. 随着钴含量的增加, 合金增加的影响韧性和弯曲强度, 但是硬度和耐磨性下降. 有必要根据实际情况选择.
(2) 矩阵的选择
1.65MN弹簧钢具有良好的弹性和可塑性, 经济材料, 良好的热处理可硬度, 低加热温度和易于变形, 因此,它可用于低切割要求的锯叶片.
- 碳工具钢含有高碳,具有高热电导率, 但是当暴露于200°C-250°C的温度时,其硬度和磨损性下降急剧下降. 它患有大热处理变形, 劣质性, 和较长的回火时间,很容易破裂. 制造用于切割工具(例如T8A)的经济材料, T10A, T12A, ETC.
- 与碳工具钢相比, 合金工具钢具有良好的耐热性, 佩戴抵抗力和更好的处理性能. 耐热变形温度为300℃-400℃, 适用于制造高级合金圆锯叶片.
- 高速工具钢具有良好的可耐用性, 坚固的硬度和僵化, 和耐热变形很少. 它是一种具有稳定热塑性的超高强度钢,适用于制造高端超薄锯片.
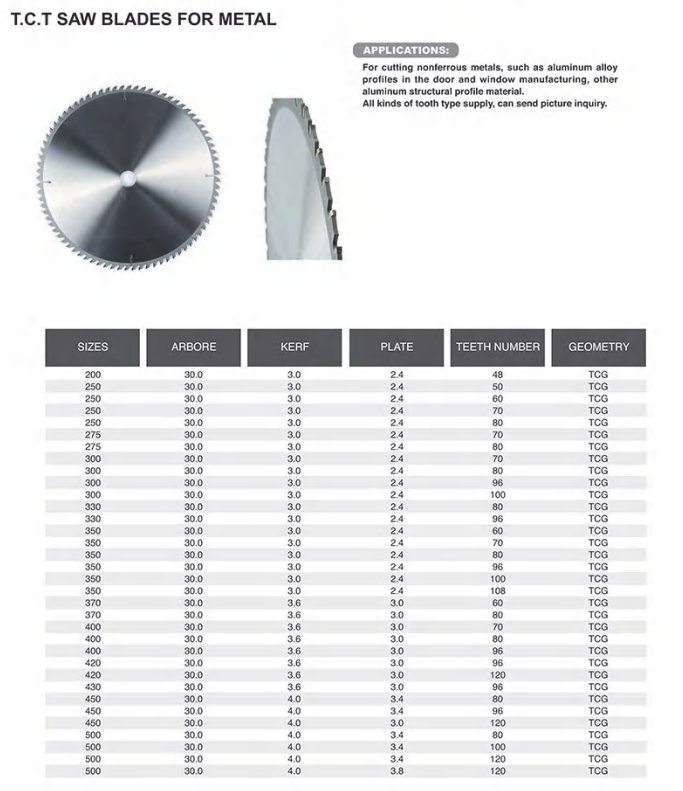
(3) 直径的选择
锯片的直径与所用的锯设备和切割工件的厚度有关. 锯片的直径很小, 切割速度相对较低; 锯刀的直径高, 而且对锯刀和锯设备的要求很高, 锯效率也很高. 应根据不同的圆形锯机模型选择锯刀的外径. 使用直径一致的锯刀片. 标准零件的直径为: 110毫米 (4 英寸), 150毫米 (6 英寸), 180毫米 (7 英寸), 200毫米 (8 英寸), 230毫米 (9 英寸), 250毫米 (10 英寸), 300毫米 (12 英寸), 350毫米 ( 14 英寸), 400毫米 (16 英寸), 450毫米 (18 英寸), 500毫米 (20 英寸), ETC.
(4) 牙齿数量的选择
锯齿的牙齿数量. 一般来说, 牙齿越多, 每单位时间剪切越多,切割性能越好. 然而, 更多的牙齿需要更多的碳化物, 锯刀的价格将更高, 但是锯牙太密集了. , 牙齿之间的芯片容量变小, 这很容易导致锯叶片加热; 此外, 锯太多了, 当饲料率不正确时, 每颗牙齿的切割量将很小, 这将加剧尖端和工件之间的摩擦, 影响刀片的使用寿命. . 通常牙齿间距为15-25mm, 并且应根据所锯的材料选择合理数量的牙齿. (5) 厚度选择: 理论上, 我们希望锯刀尽可能薄. SAW KERF实际上是一种消费. 合金锯底座的材料和制造锯叶片的过程确定锯片的厚度. 如果厚度太薄, 锯叶片在操作过程中很容易摇动, 影响切割效果. 选择锯刀的厚度时, 您应该考虑锯刀的稳定性和被切割的材料. 某些用于特殊目的的材料也需要特定的厚度,应根据设备要求使用.
(6) 选择牙齿形状. 常用的牙齿形状包括左右牙齿 (交替的牙齿), 平坦的牙齿, 梯形牙齿 (高牙齿), 逆梯形牙齿 (倒锥形牙齿), 还有罕见的工业级三角形牙齿. 左右, 左右, 左右牙齿, ETC. - 梯子和扁平牙齿是最广泛使用的,切割相对光滑. 它适用于切割和交叉锯切的各种软工业铝制曲线和铝合金散热器.
- 平齿锯边缘很粗糙,切割速度很慢, 因此,这是最简单的研磨. 它主要用于低成本的锯锯. 它主要用于铝制锯叶片,叶片的直径较小,以减少切割过程中的粘附. 它用于凹槽锯刀片,以保持凹槽的底部平坦.
- 梯形牙齿是梯形牙齿和扁平牙齿的组合, 磨削更为复杂. 为了防止粘附, 铝锯叶片经常使用梯形锯叶片,牙齿数量较大.
- 左右牙齿最常用于锯铝杆和铝板, 而且锯速度很快.
总结, 当锯铝板和铝棒时, 您应该选择左右牙齿, 可以急剧切断木纤维组织并使切割光滑; 为了保持光滑的凹槽底部, 使用平坦的牙齿或左右组合牙齿; 工业铝轮廓通常选择梯形牙齿.
(7) 选择锯齿角
锯齿部分的角度参数相对复杂,是最专业的, 正确选择锯叶片的角度参数是确定锯质量的关键. 最重要的角度参数是耙角, 后角和楔形角度.
耙角主要影响锯木片消耗的力. 耙角越大, 锯齿的切割越来越好, 锯浅, 推动材料的越容易. 一般来说, 当要处理的材料变软时, 选择更大的耙角, 否则选择一个较小的耙子角度.
锯齿的角度是切割时锯齿的位置. 锯齿的角度影响切割性能. 对切割产生最大影响的因素是耙角γ, 清除角α, 和楔形角β. 耙角γ是锯齿的切割角. 耙角越大, 切割越快. 耙角通常在10-15°C之间. 缓解角度是锯齿和加工表面之间的角度. 它的功能是防止锯齿和处理的表面之间的摩擦. 浮雕角度越大, 摩擦越小,处理后的产品更顺畅. 碳化物锯叶片的清除角通常为15°C. 楔形角来自耙角和后角. 然而, 楔形角度不能太小. 它在保持力量方面发挥了作用, 牙齿的散热和耐用性. 耙角γ的总和, 缓解角度α, 楔形角β等于90°C.
(8) 选择光圈
孔径是一个相对简单的参数, 主要根据设备的要求选择. 然而, 为了保持锯片的稳定性, 最好将带有较大光圈的设备用于250mm以上的锯叶片. 国内设计的标准零件的光圈主要是20mm孔,直径为120mm及以下, 25.4直径为120-230mm的MM孔, 和30mm的孔,直径上方 250. 一些进口设备也有15.875mm的孔. 多刀片锯的机械孔相对复杂. 大多数配备了键盘以确保稳定性. 无论孔的大小如何, 它可以通过车床或电线切割机进行修改. 车床可以将垫圈变成大孔, 电线切割机可以扩大孔以满足设备的要求.
一系列参数,例如合金切割机的类型, 基体的材料, 直径, 牙齿数量, 厚度, 牙齿形状, 角度, 光圈, ETC. 合并形成整个碳化物锯刀片. 必须合理地选择并匹配以更好地利用其优势.