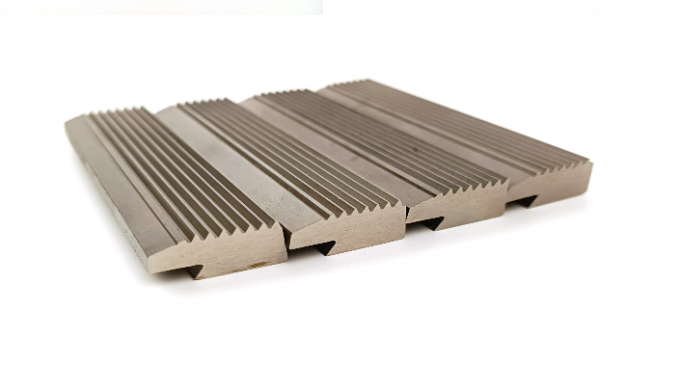
滚丝板基础知识及常见问题解答
滚丝板基础知识及常见问题解答
- 喂养区: 那是, 在调整过程中, 裸指甲被喂给紧凑的部分. 为了促进喂养, 抗滑动牙齿通常刻在喂食区域和塑形区域;
- 塑形区域: 钉子穿过喂食区域后, 光指甲挤压塑造部分;
- 形成区域: 轻钉穿过喂养区域和塑形区域后, 根据牙齿凹槽的角度将光指甲挤出到螺钉中, 牙线, 和牙齿板的尾巴;
- 排放区: 螺钉形成后的放电部分;
- 背角和高程角: 它是将材料切成尖锐的尾板和尖锐的嘴巴切割的部分. 背面角度的大小是控制多少材料进入尖端的关键. 大的背角馈入更多材料, 而小的背角进料则较少; 高程角是尖峰形成的钥匙. 尾巴, 尾巴不干净; 如果升高角, 小费会破裂, 浅指甲将过早切断;
- 切口: 背角与牙齿板的尖端和尾部相交的部分, 切口必须非常锋利, 如果切口太钝了, 材料将连续切割, 导致尾巴尖端的尾巴和不一致的形状;
- 牙齿深度: 那是, 螺丝齿正面的深度, 牙齿深度是控制螺钉外径的关键;
- Yashan角度: 螺丝齿前的角度. 有关于特殊螺钉的ASAN角度的特殊规定, 和C/B纤维螺钉的Asan
40 学位; BA圆形尾螺钉一般Asan角度 475 学位; 一般三角双线自动敲击Yashan角度 45 学位: 一般的
机器牙Yashan 58 学位〜 60 学位; Yashan角度也是控制螺钉外径的关键. - 尾尖角: 螺钉的尾尖角. 一般来说, 普通自动敲击螺钉的尾端在 40 学位和 50 学位; 特殊螺钉有特殊规定, 例如: 壁板螺丝和纤维板螺钉通常在 20 学位和学位 30 学位; 机器麦克风
螺钉通常在 80 学位和 90 学位; 有时,客户会指定尾端的角度; - 倒角: 就是说, 在牙齿板的生产过程中, 喂食区和塑形区域的铣削非常尖锐和尖锐, 目的是促进喂养. 如果塑料倒角太锋利, 牙齿不会耐磨损; 如果倒角太钝了, 尾部喂养区的平面太大, 螺钉形成很困难, 而且外径不会足够大; 倒角的喂养区太过了, 结果很容易, 螺钉的形成不够, 螺丝直径不够大, 它滑倒了.
- 防滑牙齿: 就是说, 轻钉特别刻在牙板的喂食区和形成区域,以防止在进食和形成过程中滑动. 如果防滑牙齿浅, 它将导致滑倒, 如果防滑牙齿深, 它很容易引起螺钉. 底直径不光滑, 牙齿前线不亮, 甚至平滑指甲的挤出也被阻塞, 导致小螺钉外径;
- 尖峰尾部高度: 那是, 模具板的牙齿表面与尖端之间的距离, 通常是螺钉底直径的一半. 如果尾尾高太高, 螺丝剪会碰撞,螺钉形成不够; 如果尾尾高太低, 尾巴会切断材料并拖动尾巴.